


Laser coating is the process of melting pure metal powder or compound powder onto a new or refurbished component to protect the surface from corrosion or wear.
Laser Cladding
Laser Cladding benefits
- Strong metallurgical bond, welded joint – in effect, a single part
- Low heat input => small deformation
- Impermeable => good corrosion resistance (one layer is sufficient)
- Low alloy => good corrosion and wear duration in one layer
- Minor changes in the structure and properties of the base material, small HAZ (Heat-Affected Zone)
- The coating features are “customizable”
Laser coating
technology will open more competitive possibilities
in design and production. A highly skilful personnel combined with modern
equipment will guarantee high quality standards
and production efficiency.
Target properties
- Wear resistance
- Corrosion resistance
- Liquid corrosion resistance (chlorides, acids, bases, etc.)
- Heat Corrosion Resistance (Melt Resin, Oxidation)
- Improved sliding friction
- Repair / filling
- Cost-effectiveness
- Environmentally friendly
- Increased product lifecycle
- Short turnaround (renewal, refurbishment)

Laser cladding is an additive manufacturing process. It utilizes a laser to metallurgically bond hard coatings to a product’s base material. Laser cladding enhances the component’s performance or longevity.

Principles of laser coating
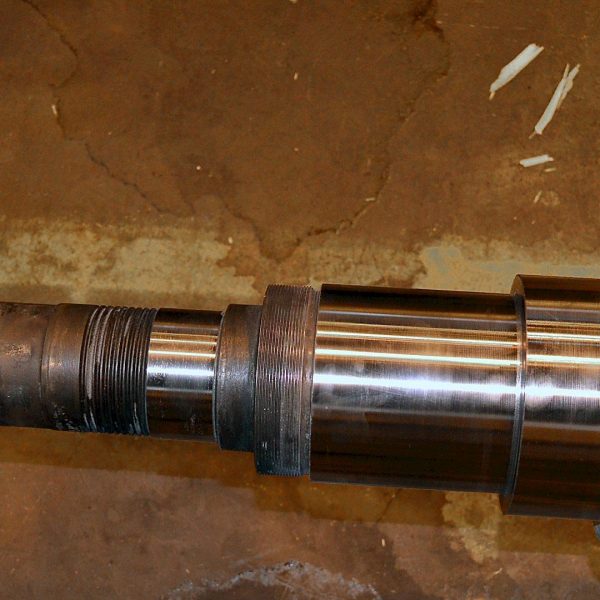
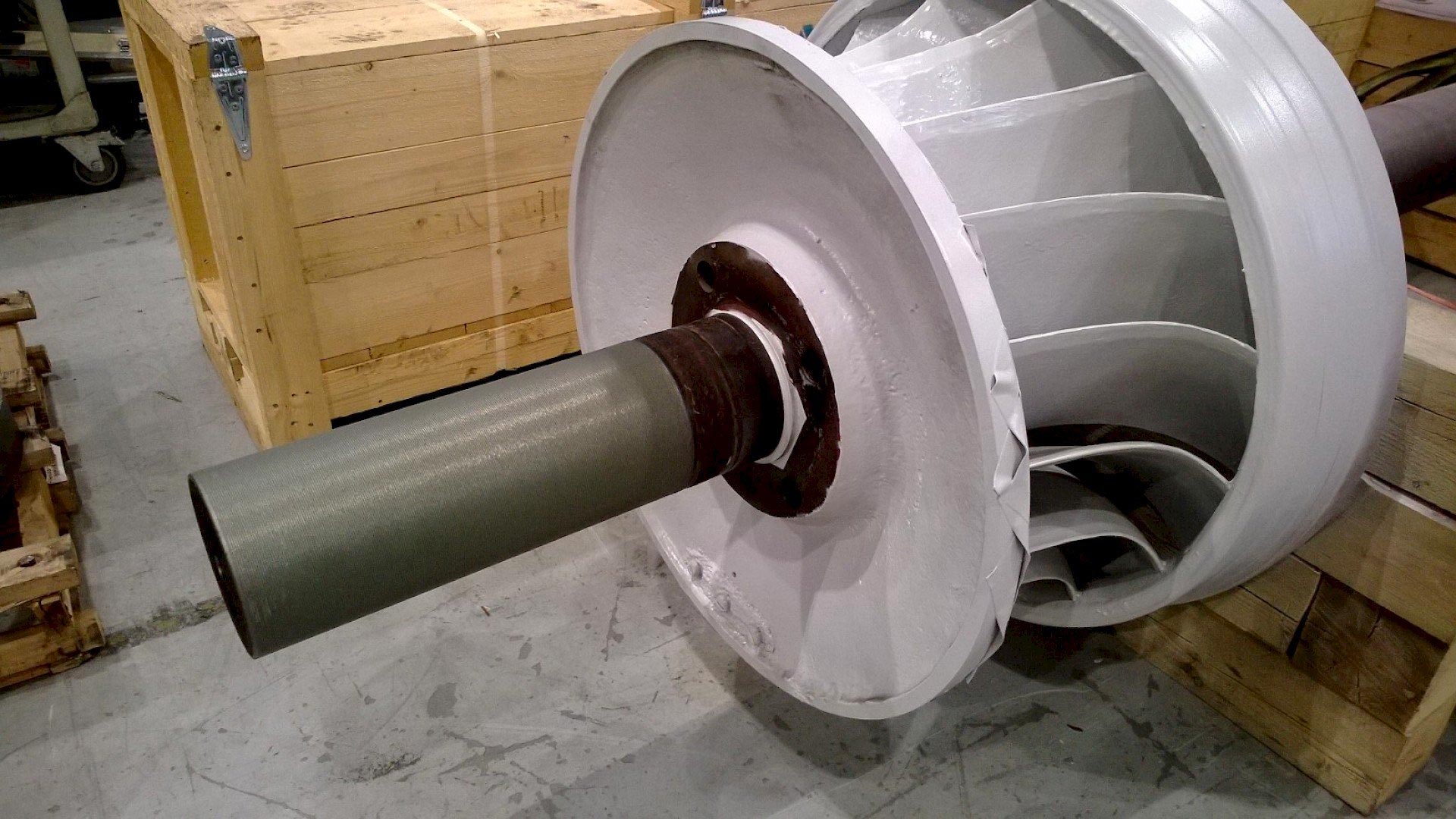
Laser coating is an advanced industrial coating technology which can be used to improve the corrosion, wear and high temperature properties of various components and equipment. During the laser coating process, the coating powder is melted on the surface of the work piece to be treated. The energy needed is supplied by a laser beam. During the process, a small and controlled amount of base material is melted resulting high strength metallurgical bonding. The characteristics of laser coating are a completely dense and solid structure and small dilution between the base material and coating substance. The material properties of the coating are similar to those of the corresponding wrought material. The resulting coating thicknesses are usually between 0,5 3,0 mm. The material changes caused by the heat load are minimal. Laser coating can be applied for most coating-base material combinations.
4kw Laser
Maximum dimensions of components to be coated
Length 25 m
Diameter Ø 3 m
Mass 20 t
6kw Laser
Maximum dimensions of components to be coated
Length 8 m
Diameter Ø 2 m
Mass 20 t
Inside tube coating
Max. length 2000 mm, min. Ø 70
Lacer cladding is ideal for following industries


















Marine industry
Industrial marine use includes components such as piston rods, shafts, pistons and fairleads. Good resistance to corrosion is demanded and laser cladding many times is the best solution. The compact and non-porous coating of the laser cladding method is ideally suited to corrosive environments.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Quality criteria for laser cladding materials
Laser surface treatment is a high quality surface treatment method, which is its most important characteristic. In most cases this means a dense and low alloy coating.
Impermeability refers to a coating with no cracks or pores. Especially under corrosive conditions this is an important criterion for laser coatings. Mostly, pores are found in highly carbon-containing mixtures. Such mixtures are generally used in wear surfaces, depending on the application whether they are permissible.
In metal matrix components, pores are also often found to form molten carbides through the influence of carbon.
The alloy is a percentage of the amount of the element melted and mixed in the surface treatment material. In for example the nickel coating for construction steel 10% iron (10% alloy), then the iron has come from the base material and thus affects the surface coating properties.
Typical additives
- Fe-based: AISI431,316, tooling steel
- Ni-based: Inconel®, Hastelloy®, Monell®, NiCr, NiCoBSi
- Co-based: Stelliitit® 21,6,12,4
- Cu-based: CuAl, CuSn
- Coatings containing coarse particles, the softer additive acts as ‘glue’ for carbides: Co / Ni-based+ WC, Ni-based + CrC
Corrosion protection coating
Laser cladding is the ideal method for corrosion protection as it provides an impermeable, non-porous coating. As the coating cools rapidly, its microstructure is very fine and the corrosion resistance of laser coatings is even better than the rolled solid material.
The material selected for laser coating used for corrosion protection is often relatively easy to choose because often material guides for material suppliers and manuals can be used directly.
Wear resistance
The most common types of wear are:
- Abrasive wear, i.e. wear caused by particle friction along a surface
- Erosion, when there is friction between a surface and a jet of particles
- Adhesive, wear caused by friction between moving parts in contact with each other
- Corrosion wear, fretting, cavitation, wear and tear, etc.
Corrosion and elevated temperatures are often associated with the above wear patterns. Different forms of wear also require different properties of the coating material. Against adhesive wear, most commonly used are stellites and Ni-Cr-B-Si alloys, whereas abrasive wear uses carbide-containing metal matrix composites in which tungsten, chromium, titanium, vanadium and similar are mixed with the metal matrix.